Basic Info.
Model NO.
SN-CGF0510
Control Mode
PLC+Him/PC
Control Software
Tpc (Thermal Processing Control)
Working Medium
Compressed Air or Nitrogen
Voltage
380/400/415/440/600VAC
Transport Package
Standard Package
Specification
SN-CGF0510
Trademark
SINOMAC or OEM
Origin
Changzhou, Jiangsu, China
HS Code
84752919
Production Capacity
100 Sets/Year
Product Description
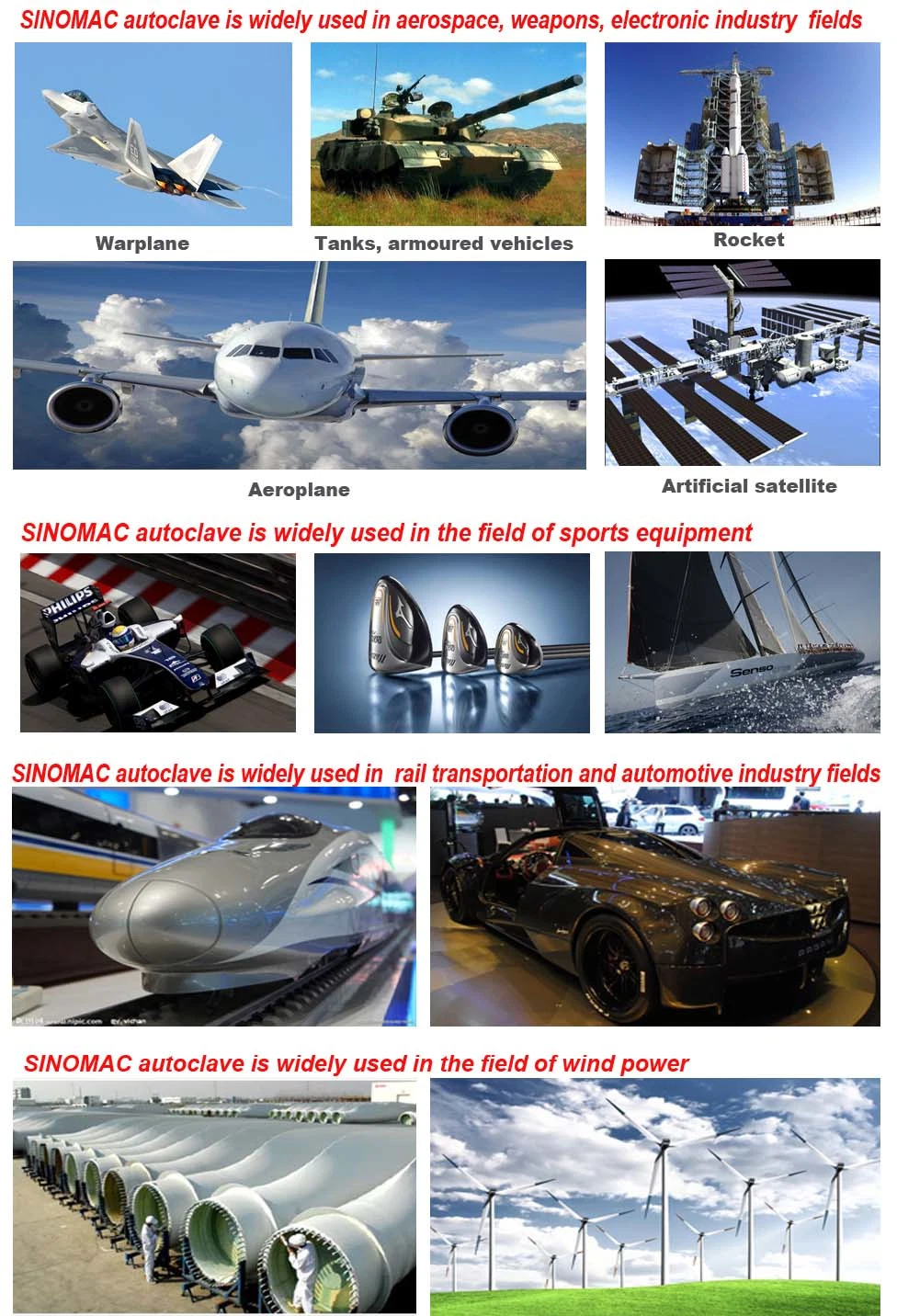
1. Applications of SINOMAC Composite Autoclave
The composite autoclave is a key equipment for hot-pressing shaping of carbon fibers and resin matrix composites. The quality of the product is obtained inside the autoclave reaching an increase of mechanical features up to 20-30% compared to other methods of polymerization. The reliability and the precision of the cycles which can be obtained with our autoclaves, allowing to reach and keep high quality standards of the product, which is widely used in the high-tech fields such as aerospace, automobile, electronics, weapon, traffic, sports equipment and new type of energy, etc.
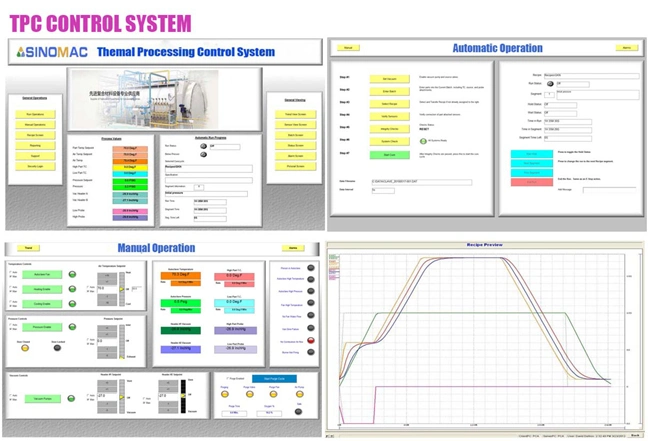
2. SINOMAC TPC (Thermal Processing Control) Software
SINOMAC composite autoclave is equipped with advanced Thermal Processing Control (TPC) system. TPC is a PC-based control solution designed specifically for composite curing in autoclaves. It is developed on the basis of the advanced control systems that come from excellent domestic and overseas manufacturers. It is preferred control system for the most customers. The system has the login of user permissions, parts sensor selection, curing process curve setting, calling, saving and printing, automatic and manual operation, real-time data monitoring, recording, storage and printing, system status monitoring, event alarm, quality analysis,etc.
3. General Feature and Working Process
3.1 General Feature
SINOMAC Autoclave is a sealed pressure vessel which can be heated by a forced convection heating unit, where temperature, pressure and vacuum can be controlled effectively. By means of an advanced design, consisting of a forced convection fun and motor unit, output heating power system can be adjusted 0-100%,proportional control of the pressurization, cooling and exhaust components. It can obtain an uniform temperature and pressure according to the process curve. Temperature is check in heating, keeping, and cooling phase. The heating/cooling gradients can be set by operator. Pressure is adjusted in pressurization, keeping, release phase.
3.2 Working Process
The whole working process of SINOMAC Autoclave has 15 segments .In each segment, the value of temperature, pressure, vacuum and segment time can be set and monitored by HIM and PC, and the operation process will be realized by our exclusively developed software which is based on PLC control system to ensure the full automatic operation. SINOMAC Autoclave is suitable for manufacturing various composite materials, and it also can guarantee the perfect product quality.
3.2.1 Example recipe
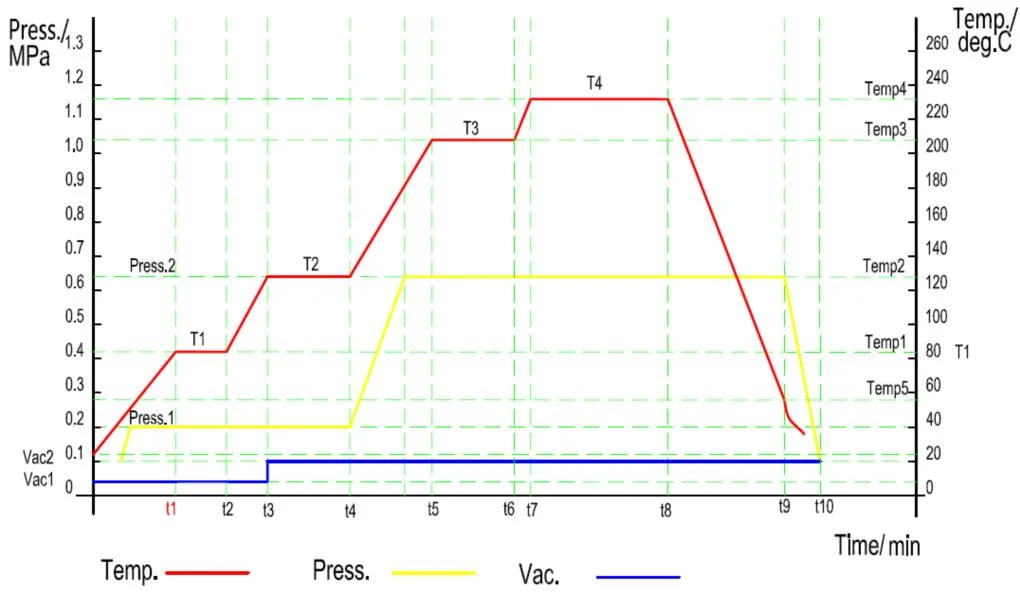
Vacu1: minimum vacuum pressure Vac2: maximum vacuum pressure
Press.1: pre-pressure Press.2: final pressure
Temp1:temperature of first segment Temp2: temperature of second segment
Temp3: temperature of third segment Temp4: temperature of forth segment
Temp5: temperature of cooling and release
T1: keeping time of first segment T2 : keeping time of second segment
T3: keeping time of third segment T4 :keeping time of forth segment
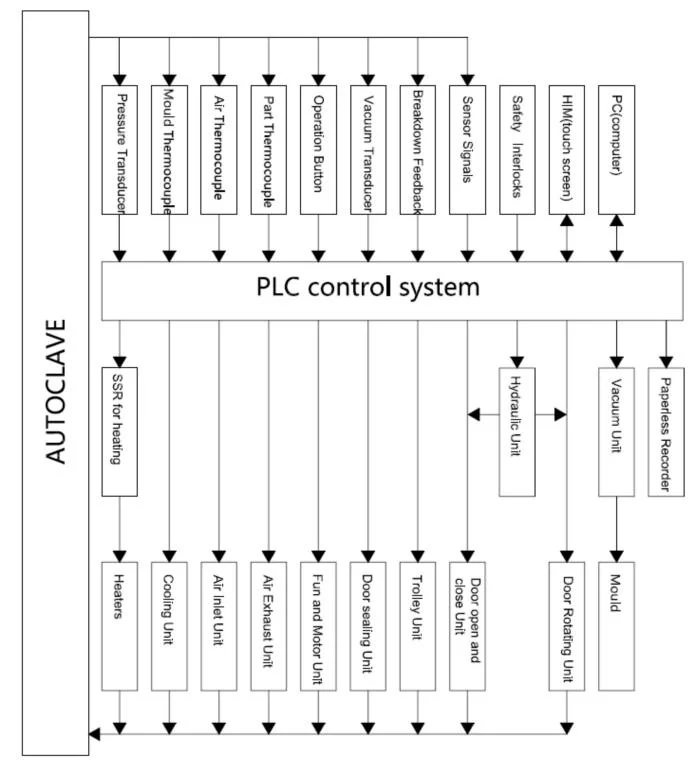
3.2.2 SINOMAC Control System Structure
4. Pressure Vessel
4.1 Manufacture Standard
Pressure vessel with quick-opening door, can be certified to:
4.2 Pressure Vessel Certification and Compliance
4.3.1Operational Standards & Requirements
The autoclave is 100% GUARANTEED to meet and exceed the operational requirements set-out in the following commercial industry documents:
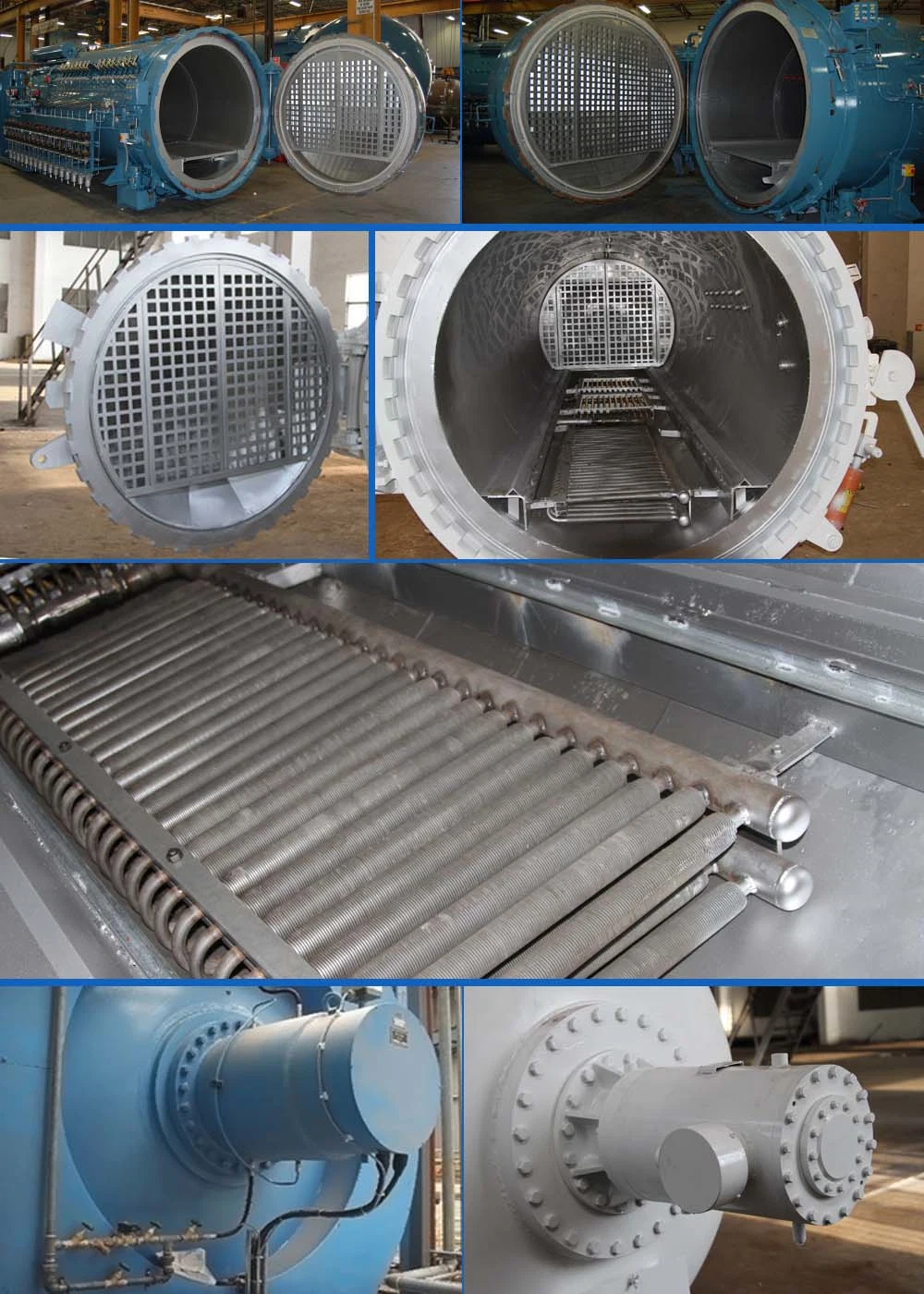
5.1 No air duct
Conventional autoclaves have an annular duct that is used to transfer air from the rear of the autoclave to the front. This air duct requires a larger pressure vessel and increase some extra ducting sheet metal .These factors will cause the high energy consumption on heating and cooling, increasing the use cost of customer's. SINOMAC composite autoclave does not require an annular air-duct and instead utilizes the floor as the forward air delivery system. It has a Sieve-Ventilation slots system in the rear and front of the autoclave. This unique design feature reduces the pressure vessel diameter by 100-150mm when compared to a conventional autoclave. This reduction in size and the elimination of the inner air duct reduces operating heating costs, pressurization costs, and equipment price.
5.2 Unique heating and cooling systems under the floor
In conventional autoclaves, the heater and cooling exchanger typically mounted at the rear of the autoclave. This rear-mounted approach requires the autoclave pressure vessel to be up to 1.5m longer to accommodate the components and the transition ducting at least.SINOMAC composite autoclave on the other hand incorporates floor-mounted heaters and cooling exchangers and therefore eliminates the need for the additional vessel length. This feature allows the SINOMAC autoclave's vessel to be much shorter than the vessel used for a conventional autoclave. This positively impacts operational costs by reducing the amount of heating required and the amount of pressurization gas used for a standard cycle.
5.3 Advantage of Sieve-Ventilation slots system
SINOMAC composite autoclave utilizes Sieve-Ventilation slot panels to straighten and balance air flow in the autoclave.
Sieve-Ventilation slots are full-area, flow adjusting panels that facilitate the balancing and straightening of the air flow at the front and rear of the autoclave prior to entering/exiting the working volume. Unlike conventional autoclaves, an composite autoclave with Sieve-Ventilation slot technology has no dead-spots and therefore provide near 100% useable volume for your parts. The overall result is unequalled temperature uniformity down the entire length of the autoclave and uniform heating and cooling of your valuable part load.
5.4 Advanced structure of door sealing ring
Using ceramic fiber channel segregation, and a special cooling system.
5.5 Fully sealed circular motor fan
Fully sealed special motor, bearings with SKF high-temperature series. The structure is easy to maintenance and, no oil leakage, no air leakage.
6. Specification
7. Professional Workshop

From the SINOMAC Team, with 15 years of experience.
The composite autoclave is a key equipment for hot-pressing shaping of carbon fibers and resin matrix composites. The quality of the product is obtained inside the autoclave reaching an increase of mechanical features up to 20-30% compared to other methods of polymerization. The reliability and the precision of the cycles which can be obtained with our autoclaves, allowing to reach and keep high quality standards of the product, which is widely used in the high-tech fields such as aerospace, automobile, electronics, weapon, traffic, sports equipment and new type of energy, etc.

2. SINOMAC TPC (Thermal Processing Control) Software
SINOMAC composite autoclave is equipped with advanced Thermal Processing Control (TPC) system. TPC is a PC-based control solution designed specifically for composite curing in autoclaves. It is developed on the basis of the advanced control systems that come from excellent domestic and overseas manufacturers. It is preferred control system for the most customers. The system has the login of user permissions, parts sensor selection, curing process curve setting, calling, saving and printing, automatic and manual operation, real-time data monitoring, recording, storage and printing, system status monitoring, event alarm, quality analysis,etc.

3. General Feature and Working Process
3.1 General Feature
SINOMAC Autoclave is a sealed pressure vessel which can be heated by a forced convection heating unit, where temperature, pressure and vacuum can be controlled effectively. By means of an advanced design, consisting of a forced convection fun and motor unit, output heating power system can be adjusted 0-100%,proportional control of the pressurization, cooling and exhaust components. It can obtain an uniform temperature and pressure according to the process curve. Temperature is check in heating, keeping, and cooling phase. The heating/cooling gradients can be set by operator. Pressure is adjusted in pressurization, keeping, release phase.
3.2 Working Process
The whole working process of SINOMAC Autoclave has 15 segments .In each segment, the value of temperature, pressure, vacuum and segment time can be set and monitored by HIM and PC, and the operation process will be realized by our exclusively developed software which is based on PLC control system to ensure the full automatic operation. SINOMAC Autoclave is suitable for manufacturing various composite materials, and it also can guarantee the perfect product quality.
3.2.1 Example recipe

Vacu1: minimum vacuum pressure Vac2: maximum vacuum pressure
Press.1: pre-pressure Press.2: final pressure
Temp1:temperature of first segment Temp2: temperature of second segment
Temp3: temperature of third segment Temp4: temperature of forth segment
Temp5: temperature of cooling and release
T1: keeping time of first segment T2 : keeping time of second segment
T3: keeping time of third segment T4 :keeping time of forth segment
3.2.2 SINOMAC Control System Structure

4. Pressure Vessel
4.1 Manufacture Standard
Pressure vessel with quick-opening door, can be certified to:
- CHINESE STANDARD, GB150-2011
- AMERICAN STANDARD ASME SEC VIII DIV.1 with ASME Certificate
- EUROPEAN STANDARD PED 97/23/EC with CE certificate.
4.2 Pressure Vessel Certification and Compliance
The autoclave is 100% GUARANTEED to meet and exceed the local and national government regulations. As such, documentation will be provided as follows - but not limited to - by the Seller to ensure the autoclave is fit for professionally use:
- Pressure Vessel Certificate,
- SILO (LOCAL) approval and certification,
- Calculation Sheet - Proof of the manufacturers calculations,
- NDT Inspection Certificate,
- Certificate of Set Pressure - relief value testing.
- Welding record certificate,
- Hydrostatic testing report,
- Certificate of Quality.
4.3.1Operational Standards & Requirements
The autoclave is 100% GUARANTEED to meet and exceed the operational requirements set-out in the following commercial industry documents:
- D6-49327: Boeing standard for Qualification of Autoclaves for Metal Bonding and Curing Composite Structure. Release F, December 15, 2010
- BAC5621: Boeing standard for "Temperature Control for Processing Materials".
- Pressurization Medium: Compressed Air or Nitrogen.
- Maximum working pressure: 1.0 MPa (10 bar).
- Maximum design pressure: 1.2 MPa (12 bar).
- Pressurization rate: 0-0.6 bar/min average rate from 0 bar to max. working pressure.
- De-pressurization rate: 0-0.6 bar/min average rates from max. working pressure to 0 bar.
- Maximum working temperature: 220 °C.
- Maximum design temperature of vessel: 200 °C.
- Heating rate:
- 0-5 °C/min based on average air temperature from current temperature to 200 °C for 30kgs carbon fiber material and 30 kgs tool steel
- Cooling rate:
- 0-5 °C/min based on average air temperature from 200 °C to 50 °C for 30kgs carbon fiber material 30 kgs tool steel
- Limit vacuum: ≤ -0.098 MPa
- Maximum working vacuum: -0.08 MPa.
5.1 No air duct
Conventional autoclaves have an annular duct that is used to transfer air from the rear of the autoclave to the front. This air duct requires a larger pressure vessel and increase some extra ducting sheet metal .These factors will cause the high energy consumption on heating and cooling, increasing the use cost of customer's. SINOMAC composite autoclave does not require an annular air-duct and instead utilizes the floor as the forward air delivery system. It has a Sieve-Ventilation slots system in the rear and front of the autoclave. This unique design feature reduces the pressure vessel diameter by 100-150mm when compared to a conventional autoclave. This reduction in size and the elimination of the inner air duct reduces operating heating costs, pressurization costs, and equipment price.
5.2 Unique heating and cooling systems under the floor
In conventional autoclaves, the heater and cooling exchanger typically mounted at the rear of the autoclave. This rear-mounted approach requires the autoclave pressure vessel to be up to 1.5m longer to accommodate the components and the transition ducting at least.SINOMAC composite autoclave on the other hand incorporates floor-mounted heaters and cooling exchangers and therefore eliminates the need for the additional vessel length. This feature allows the SINOMAC autoclave's vessel to be much shorter than the vessel used for a conventional autoclave. This positively impacts operational costs by reducing the amount of heating required and the amount of pressurization gas used for a standard cycle.
5.3 Advantage of Sieve-Ventilation slots system
SINOMAC composite autoclave utilizes Sieve-Ventilation slot panels to straighten and balance air flow in the autoclave.
Sieve-Ventilation slots are full-area, flow adjusting panels that facilitate the balancing and straightening of the air flow at the front and rear of the autoclave prior to entering/exiting the working volume. Unlike conventional autoclaves, an composite autoclave with Sieve-Ventilation slot technology has no dead-spots and therefore provide near 100% useable volume for your parts. The overall result is unequalled temperature uniformity down the entire length of the autoclave and uniform heating and cooling of your valuable part load.
5.4 Advanced structure of door sealing ring
Using ceramic fiber channel segregation, and a special cooling system.
5.5 Fully sealed circular motor fan
Fully sealed special motor, bearings with SKF high-temperature series. The structure is easy to maintenance and, no oil leakage, no air leakage.

6. Specification
| MODEL# SN-CGF0510 COMPOSITE AUTOCLAVE_TECHNICAL PARAMETER | |||
| No. | Description | Unit | Specifications and Parameters |
| 1 | Effective Working Diameter | mm | 500 |
| 2 | Effective Working Length | mm | 1000 |
| 3 | Autoclave Track Distance | mm | No track |
| 4 | Track Height (from floor to track plane) | mm | No track |
| 5 | Design Pressure | Mpa | 1.2 |
| 6 | Max. Working Pressure | Mpa | 1.05 |
| 7 | Max. Pressurization Rate (average) | bar/min | 0.6 |
| 8 | Max. Depressurization Rate (average) | bar/min | 0.6 |
| 9 | Safety Valve Exhaust | Mpa | 1.15 |
| 10 | Design Temperature | ºC | 220 |
| 11 | Max. Working Temperature | ºC | 200 |
| 12 | Max. Heating Rate(Air average) | ºC/min | 3 |
| 13 | Max. Cooling Rate (Air average) | ºC/min | 3 |
| 14 | Thermal Load during Test | Kg | 20KG steel |
| 15 | Temperature Uniformity at Steady State | ºC | ±2 |
| 16 | External Shell Temperature at max. Temperature | ºC | <60 |
| 17 | Quick Openning Door Mode | --- | Hydraulic |
| 18 | Working Medium | --- | Compressed air |
| 19 | Heating Mode | --- | Electric (Convection+Radiation) |
| 20 | Heater | --- | Inconel tubular heaters |
| 21 | Heating Power | KW | 25 |
| 22 | Quantity of Circulating Fan Motor | Set | 1 |
| 23 | Power of Circulating Fan Motor | KW | 7.5 |
| 24 | Thermocouple Type | --- | Type K or J |
| 25 | Air Temperature Thermocouples | Piece | 1 |
| 26 | Part Temperature Thermocouples | Piece | 4 |
| 27 | Quantity of Pressure Transducer | Piece | 1 |
| 28 | Vaccum Lines | Piece | 2 |
| 29 | Quantity of Vacuum Probe | Piece | 2 |
| 30 | PLC-controlled Valves on each Vacuum Line | --- | Vacuum and Vent |
| 31 | Min. Vacuum Pressure | Mpa | -0.08 |
| 32 | Standard Control Mode | --- | PLC+PC |
| 33 | Control Software | --- | Thermal Processing Control (TPC) |
| 34 | Insulation Type | --- | Internal |
| 35 | Insulation Material | mm | Ceramic fiber |
| 36 | Insulation Thickness | --- | 80 |
| 37 | Insulation Sheet Metal | ºC | Stainless Steel or Aluminized Steel |
| 38 | Working Environment Temperature | --- | Min. -20ºC, max. +45ºC |
| 39 | Working Environment Humidity | --- | <60% |
| 40 | Power Supply | --- | 220/380VAC, 3P+N+PE, 50/60Hz |
| 41 | Weight | Kg | 1760 |
7. Professional Workshop

From the SINOMAC Team, with 15 years of experience.